Robinson, the manufacturer specialising in value-added custom packaging – is celebrating the successful first anniversary of its Sustainability Pledge.
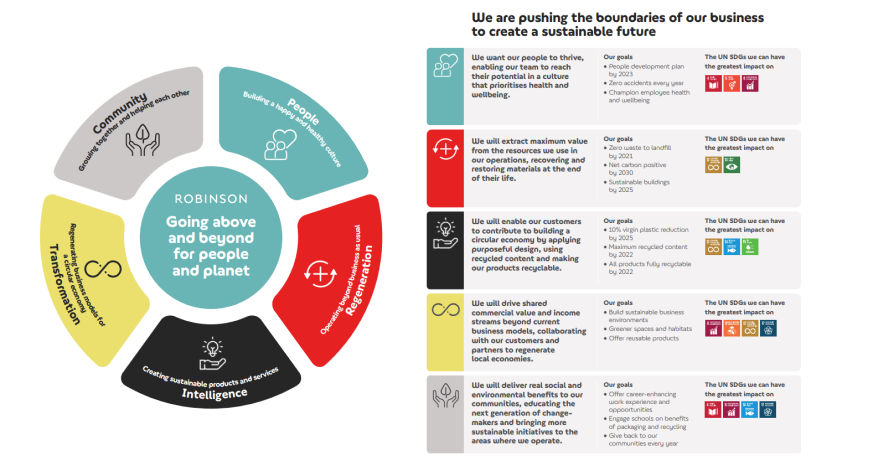
Helene Roberts, CEO, says: “Our sustainability pledge helps bring our purpose to life – going above and beyond to create a sustainable future for our people and our planet. This underpins our business strategy and is focused on five pillars and 15 ambitious commitments which are woven into the fabric of our business. We have achieved many of our goals ahead of time and we are proud to celebrate a very successful first year”.
People successes included the introduction of a ‘People development plan’, Zero accidents and proactively championing employee health and wellbeing. An organisational culture survey for the entire workforce compared Robinson to some of the world’s most successful businesses identifying strengths which led to more teamwork and empowerment.
Other activities included enhanced employee communication, a diversity plan to ensure Robinson benefits from a variety of perspectives, skills and backgrounds, and investment in people development and training.
Valuable feedback came from ‘Big Picture’ workshops run by employee volunteers – ‘Big Picture champions’. Strongly linked to the business strategy the aim was for all employees to understand how the business will develop and how sustainability and people are at the heart of everything Robinson does.
Helene says: “We want all our employees to go home safely and that is our top priority, applying a safety-first culture across all workplaces by implementing formalised, behaviour-based safety programmes, reporting near misses and carrying out on-the-job checks through 30 second risk assessments”.
The Regeneration pledge aims to extract maximum value from the resources used in all operations, recovering and restoring materials at the end of their life. Goals included:
- Zero waste to landfill by 2021
- Net carbon positive by 2030
- Sustainable buildings by 2025
Robinson UK, Polish and Denmark sites have already met the zero waste to landfill goal ensuring all waste streams are sustainably managed. All sites are signatories to Operation Clean Sweep – an international initiative to reduce pellet loss from manufacturing operations.
Robinson is committed to the decarbonisation of its operations and is dynamically developing a roadmap to become net carbon positive by 2030; meaning it will eliminate more carbon emissions than generated.
An energy management team has been formed with engineering representatives from the leadership team and all sites. Energy and carbon maps have been developed for each site and so far more than 30 carbon reduction projects have been identified to include capacity and asset utilisation, compressors and water cooling. Implementation of 6 priority projects continues such as installation of new energy-efficient injection moulding machines and production cells within sites, aligning investments for sustainable growth.
Energy and carbon reduction measures for Robinson buildings are integrated into the carbon management programme, along with machinery or equipment replacement programmes.
The Intelligence pillar says Robinson will enable its customers to contribute to building a circular economy by applying purposeful design, using recycled content and making its products recyclable.
Goals included:
- 10% virgin plastic reduction by 2025
- Maximum recycled content by 2022: Minimum 30% in plastic / Maintain 100% in paperboard
- All products fully recyclable
Robinson has had many customer successes reducing the amount of virgin plastic, increasing the use of PCR while maintaining product protection and functionality.
‘My Fabulosa’ identified a gap in the disinfectant market for a greater variety of high performing disinfectant products and partnered with Robinson to meet their rapid growth requirements while providing a sustainable solution – a PET bottle that is widely recyclable.
Robinson joined forces with NEXTLOOPP to deliver, for the first time, a supply chain model to close the loop on food-grade rPP. NEXTLOOPP is managed by leading environmental consultants Nextek, a consortium including a team of expert organisations across the PP and food supply chain, including Robinson.
All Robinson paperboard packaging is made with 100% recycled material and is widely recyclable. A great example of this is the beautifully crafted boxes for luxury chocolate manufacturer Holdsworth, meeting both companies’ sustainability goals for circular packaging solutions.
The Community pillar aims to deliver tangible social and environmental benefits, educating the next generation of change-makers and bringing more sustainable initiatives to the areas where Robinson operates.
Goals included:
- Offering career-enhancing work experience and opportunities
- Engaging schools on the benefits of packaging and recycling
- Giving back to communities every year.
Robinson has appointed Community Champions to help inspire colleagues and coordinate projects, leveraging the efforts of all individuals to generate greater impact.
Robinson offers internships, apprenticeships and takes part in local career fairs in partnership with colleges and universities in the three countries in which it operates.
From Science, Technology, Engineering, Maths Ambassadors (STEM), volunteering at schools and colleges to partnering with the IOM3 Starpack Students competition, Robinson is supporting the packaging technologists of the future and guiding them to become environmental advocates.
Giving back to local communities is important. In Poland one inspirational team raised money for a heart-warming campaign called ‘Overcoming yourself’. Funds raised are used to support the rehabilitation of people who are suffering from life-changing accidents.
The team in Poland have been collecting recycled cans for the ‘Balls for Cans’ project. For every 15kg of cans collected, the project donates a football to support a local team, Tęcza Soccer Club in Stanisławów.
Throughout the year teams at Stanton Hill and Kirkby sites have been raising money for charities including Great Ormond Street Hospital through a daily tuck shop and cake sales.
A continued partnership in Poland with the local volunteer fire brigade means employees receive regular fire safety training and in turn donations are allocated to fire service equipment for the local fire stations.
The Denmark team continue to support a local orphanage through donations, as well as participation in local fundraising events. The team also employ local people who have fallen out of employment due to physical or mental constraints, supporting and mentoring them in their careers.
The Transformation Pillar means Robinson will drive shared commercial value and income streams beyond current business models, collaborating with customers and partners to regenerate local economies.
Recent history shows the ever-increasing critical nature of resilient supply chains to future-proof the business for sustainable growth; for impact that endures.
Robinson’s Danish business has been working in local partnership to create its own supply chain of recycled materials, delivering circular packaging solutions through intelligent yet simple systems thinking. The consortium of four organisations: waste management company Dansk Affald, plastics recyclers Aage Vestergaard Larsen, Robinson (Schela Plast), and customer – Danish leading home and personal care private label manufacturer Nopa Nordic – is a perfect partnership working across the supply and value chain to create a localised circular economy for plastics.
Traditionally PCR material is imported within Denmark however this unique collaboration has delivered significant strides to make closed loop packaging within this country a reality. This has resulted in the launch of new plastic packaging made from 100% of Danish household-sorted plastic waste; a true local circular loop driving increased recycling of household plastic waste, using it as valuable raw material for new protective plastic packaging.
Helene concluded: “This initiative is contributing to the green transition and we are proud to be part of a scheme where millions of plastic bottles in the coming years will be made from plastic waste from local households. It is just one of the many successes we are proud to report after twelve months of our sustainability pledge – just imagine what we can achieve in the next twelve months!
Robinson supports the marketing and economic growth of the town through Chesterfield Champions, a network of over 190 organisations across Chesterfield and North Derbyshire.